- Model NO.: SLA SERIES
- Type: Piston Solenoid Valve
- Power Supply: AC & DC Solenoid Valve
- Sla Series: 1/8′′~2′′
- Specification: ISO & TUV & CE
- HS Code: 8481804090
- Connection Form: Thread
- Valve Structure: Piston
- Application: Industrial Usage, Water Industrial Usage, Household Usage
- Trademark: SANLIXIN
- Origin: Yuyao, Zhejiang, China
Contact Person:
Jessica    TEL: 0086-574-62636060   MOBILE: 0086-13777166585
Vivian        TEL: 0086-574-62640822   MOBILE: 0086-13967833354
Devin        TEL: 0086-574-62559181   MOBILE: 0086-15888035074
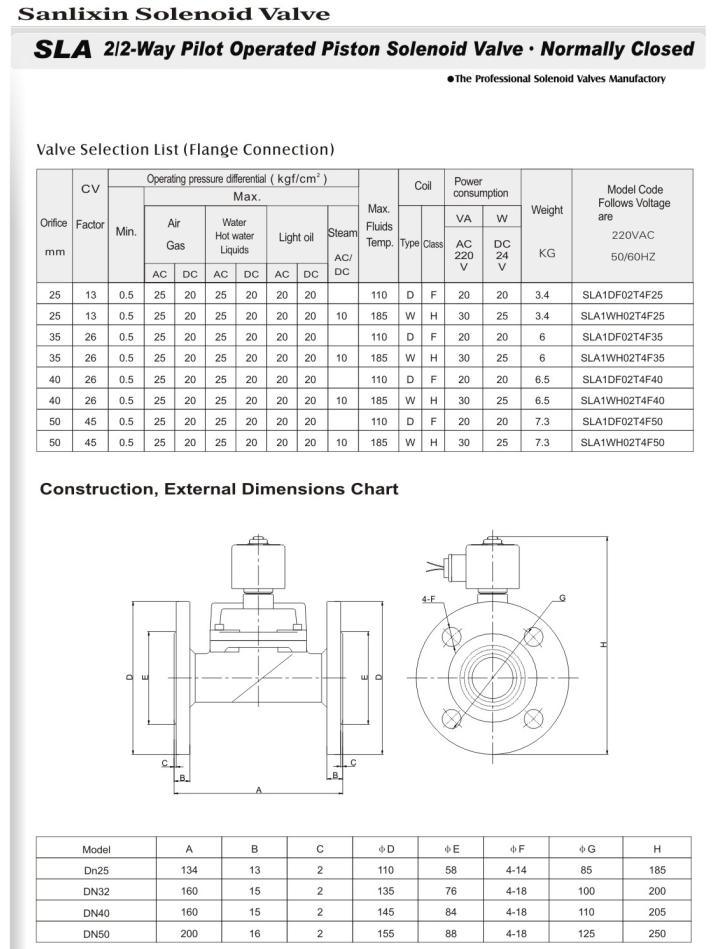
SLA Stainless Steel Series. 2/2-way Piston Solenoid Valve. Normally Closed
Body Material: 304 Stainless Steel
Orifice: 15mm~50mm
Pipe Connection: 3/8"~2" Flange Connection: Dn25~50
Fluid Media: Steam\Water\Hot Water\Air\Oil etc.
Piston Solenoid valve
Stainless Steel teflong seals
0.5-10bar for steam
0.5-25bar for water or gas.
High quality
Steam solenoid valves 180dgree
1/8 to 2 inch
And 0.5-10bar for steam
Brass or S. S. 304
And for other fluid media the pressure 0.5-250bar

Yuyao Sanlixin Solenoid Valve Co., Ltd specializes in designing and manufacturing all kinds of fluid solenoid valves.
Our solenoid valve have direct acting type, pilot operated type, piston types
The body can be made of brass, stainless steel, plastic, Teflon and aluminum and the seals can be made of NBR, EPDM, viton, Teflon, PTFE silicon
The valve size can be DN1.00mm to DN150mm; Media can be water, hot water, gas, air, steam. Light oil, weak acid& alkali fluids etc.
So our solenoid valves are suitable for all the general purpose equipment.
Description
Lost Wax Casting uses molten materials to manufacture fused module,and then coat the module surface with multilayer refractory material.Until dry and curing,the module will be heated and burned out pattern materials,through high temperature molten and poured into molten metal,the castings will obtain after cooling and solidification.
Lost wax casting(also called by its French name,cire perdue)is the process by which a metal sculpture is cast from an artist`s sculpture.Now this ferrous metal casting process known as investment casting is a foundry technique with a little cutting or no cutting.Intricate works can be achieved by this casting process,primarily depending on the skills of the carvers.
Application of Lost Wax Casting
- This investment casting is used for the production of bronze handicrafts,aerospace,weapons and shipbuilding,petrochemical engineering,machinery manufacturing,household appliances and instrumentation.The materials include brass,aluminum and steel.
- The lost wax casting is not only suitable for various alloyed casting,but also for producing the complex and high-temperature foundry goods.
Features of Investment Casting
- The metal castings have high dimensional accuracy and fine surface roughness.The dimension is between CT4 and CT7,and the surface roughness is generally from Ra1.6 to 6.3um.
- Lost wax casting provides near net shape to lower material usage.
- The lost wax investment casting can reduce expensive machining operations and eliminate expensive weldments.
- Lost wax casting has the advantages of greater design flexibility,weight reduction,,low initial tooling costs and wide alloy selections to enhance part performance.
Investment Casting process
The metal castings can be made of two ways.One is the direct method which uses wax model itself,and the other is the indirect method using a wax copy of a model.These are the steps for the indirect lost casting process:- Model-making.The mold-maker creates an original model from wax clay or other materials.
- Wax.After the mold is completed,molten wax is poured into it and swished around until an even coating,usually about 3mm thick,covers the inner surface of the mold.
- Chasing.A heated metal tool is used to rub out the marks that show the parting line or flashing where the pieces of the mold came together.
- Spruing.The wax copy is sprued with a treelike structure of wax which will provide paths for molten casting material to flow and air to escape.
- Slurry.The wax copy is dipped into slurry of silica,then into sand-like stucco or dry crystalline silica of a controlled grain size.
- Burnout.The ceramic shell-coated piece is placed cup-down in kiln,whose heat hardens the silica coating into a shell,and the wax melts and runs out.
- Testing.The ceramic shell is allowed to cool,and then is tested to see if water will flow through the feeder and vent tubes as necessary.
- Pouring.The shell is reheated in the kiln to harden the patches and remove all traces of moisture,and then placed cup-upwards into a tub filled with sand.
- Metal-chasing.Just as the wax copies are chased,the casting is worked until the telltale signs of the casting process are removed,and the casting now looks like the original model.
Lost Wax Casting
Lost Wax Castings, Lost Wax Precision Casting, Lost Wax Casting Parts
QINGYUN HUIHUANG EXACT CASTING CO.,LTD , http://www.sdhhcasting.com